Россия, 125367, Москва,
ул. Габричевского д. 5, корп. 1. +7 (495) 789-45-49
многоканальный
ул. Габричевского д. 5, корп. 1. +7 (495) 789-45-49
многоканальный
Др. Адриан Поллок Physical Acoustics Corporation (РАС)
Авторская перепечатка из книги Металлы (METALS HANDBOOK), 9-ое издание, т. 17, ASM International (1989):с. 278-294
Акустическая эмиссия представляет собой явление генерации волн напряжений, вызванных внезапной перестройкой в структуре материала. Классическими источниками АЭ является процесс деформирования, связанный с ростом дефектов, например, трещины или зоны пластической деформации. Процесс генерации и обнаружения АЭ приведен на рис.1. Внезапное движение источника эмиссии вызывает возникновение волн напряжений, которые распространяются в структуре материала и достигают п-э преобразователь. По мере роста напряжений, активизируются многие из имеющихся в материале объекта источников эмиссии. Электрические сигналы эмиссии, полученные в результате преобразования датчиком волн напряжений, усиливаются, регистрируются аппаратурой и подвергаются дальнейшей обработке и интерпретации.
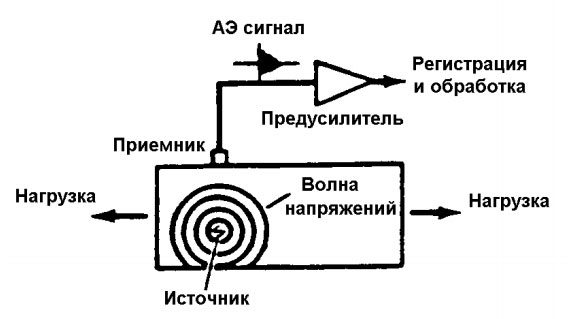
Рис.1 Основные принципы акустической эмиссии
Итак, источником акустико-эмиссионной энергии служит поле упругих напряжений в материале. Без напряжений нет и эмиссии, поэтому АЭ контроль обычно проводится путем нагружения контролируемого объекта. Это может быть проверочный контроль перед запуском объекта, контроль изменений нагрузки во время работы объекта, испытания на усталость, ползучесть или комплексное нагружение. Очень часто конструкция нагружается произвольным способом. В этом случае использование АЭ контроля позволяет получать дополнительную ценную информацию о поведении конструкции под действием нагрузки. В других случаях эмиссия используется по причинам экономичности и безопасности; для таких задач разрабатываются специальные процедуры нагружения и тестирования.
Взаимосвязь с Другими Методами Контроля
Акустическая эмиссия отличается от большинства методов неразрушающего контроля (МНК) в двух ключевых аспектах. Во-первых, источником сигнала служит сам материал, а не внешний источник, т.е. метод является пассивным (а не активным, как большинство других методов контроля). Во- вторых, в отличие от других методов АЭ обнаруживает движение дефекта, а не статические неоднородности, связанные с наличием дефектов, т.е. АЭ обнаруживает развивающиеся, а потому наиболее опасные дефекты. Перечень основных отличий приведен в таблице 1.
Как известно среди МНК не существует ни одного такого метода, который мог бы решить проблему оценки целостности объекта оптимально с учетом таких основных факторов, как получение наиболее низкой себестоимости работ и достижения технической адекватности результатов контроля. Лучшим решением проблемы является применение комбинации различных методов НК. Благодаря тому, что АЭ резко отличается по своим возможностям от традиционных методов контроля, на практике оказывается очень полезным совмещать АЭ с другими методами.
Таблица 1. Сравнение характеристик АЭ метода контроля с другими методами НК
|
Акустическая Эмиссия |
Другие МНК |
|---|---|
| Обнаруживает движение дефектов |
Обнаруживают геометрическую форму дефектов |
|
Требует нагружения |
Не требуют нагружения |
|
Каждое нагружение уникально |
Контроль воспроизводим |
|
Чувствтьелен к структуре материала |
Менее чувствительны к материалу |
|
Менее чувствительны к геометрии |
Более чувствительны к геометрии |
|
Требует меньших усилий при проведении контроля продукции/процессов |
Требуют больших усилий при проведении контроля продукции/процессов |
|
Требует доступ только в местах установки датчиков |
Требуют доступ ко всей поверхности объекта |
|
Контролирует конструкцию за один цикл нагружения |
Постепенное сканирование участков конструкции |
|
Основные проблемы: сильное влияние шума |
Основные проблемы: сильное влияние геометрии |
Основное преимущество метода АЭ связано с возможностью проведения неразрушающего контроля всего объекта целиком за один цикл нагружения.
Данный метод является дистанционным, он не требует сканирования поверхности объекта для поиска локальных дефектов. Необходимо просто правильным образом расположить нужное число датчиков и использовать их для осуществления локации источника волн напряжений. Возможности, связанные с дистанционным использованием метода, дают большие преимущества по сравнению с другими методами контроля, которые требуют, например, удаления изоляционных оболочек, освобождения контейнеров контроля от внутреннего содержания или сканирования больших поверхностей.
Типичный пример использования АЭ заключается в определении местоположения дефектных участков, после чего для более точного определения природы дефектов используются другие МНК.
Диапазон Применения Метода
Явление акустической эмиссии наблюдается в широком диапазоне материалов, структур и процессов. Наиболее крупномасштабная АЭ связана с существованием сейсмический волн, в то время как наименьший масштабный уровень эмиссии вызывается дислокационным движением в нагруженных металлических структурах. Между этими двумя видами АЭ существует широкий диапазон масштабов эмиссии, от лабораторных испытаний до промышленного контроля.
При лабораторных испытаниях использование АЭ контроля ставит своей целью изучение процессов деформации и разрушения материала. Метод позволяет в реальном времени по сигналам эмиссии наблюдать за поведением материала при нагружении. Поскольку АЭ отклик зависит от структуры материала и режима деформирования, разные материала при различных способах нагружения в сильной степени отличаются друг от друга по своему акустико-эмиссионному поведению. Существует 2 основных фактора, приводящих к высокой эмиссивности – это хрупкость и гетерогенность материала. Вязкие механизмы разрушения, например, слияние пор в мягких сталях, напротив, приводят к низкой эмиссивности (по энергии и числу сигналов).
При тестировании продукции метод АЭ используется для проверки и контроля сварных соединений, термически сжатых бандажей. Метод также используется во время операций, связанных с формообразованием, таких как уплотнение или при прессовании. В целом АЭ контроль может применяться во всех случаях, когда имеют место процессы нагружения, приводящие к постоянному деформированию материалов.
При тестировании конструкций АЭ используется для контроля сосудов давления [5], хранилищ, труб и трубопроводов, авиационных и космических аппаратов [7], электрических заводов, мостов, железнодорожных цистерн и вагонов, грузовых транспортных средств, а также многих других типов объектов. АЭ контроль производится и на новом, и на бывшем в эксплуатации оборудованиии. Он включает обнаружение трещин, сварных дефектов и других.
Процедуры, связанные с использованием АЭ метода были опубликованы Американским Обществом Инженеров Механиков (American Society Mechanical Engineering – ASME), Американским Обществом Контроля и Материалов (American Society for Testing and Materials – ASTM) и другими организациями. Успешные результаты конструкционного тестирования можно наблюдать в тех случаях, когда возможности и достоинства метода АЭ правильно используются в контексте конкретных исследований и когда применяются корректные технические решения и специализированное оборудование АЭ [9].
Акустико-эмиссионная аппаратура является чрезвычайно чувствительной к любым видам структурных перемещений в широком частотном диапазоне работы (обычно от 20 кГц до 1200 кГц). Оборудование способно регистрировать не только рост трещин или развитие пластической деформации, но и процессы затвердевания, кристаллизации, трения, ударов, течеобразований и фазовых переходов. Ниже перечислены основные приложения, в которых используется АЭ метода контроля:
Когда процессы типа ударов, трения, течей и другие возникают на фоне контроля развития трещин и коррозии, они становятся источниками нежелательных шумов. Было предложено множество различных технических решений с целью снижения и избавления от этих шумовых помех. Следует заметить, что шумы являются основной преградой на пути широкого использования АЭ в качестве метода контроля. Важной задачей является их исследование и по возможности устранение с целью повышения чувствительности метода.
Волны Акустической Эмиссии и их Распространение
Простейший тип волны от АЭ источника представлен на рис.2. Волновое смещение представляет собой функцию близкую к ступенчатой. Напряжение, соответствующее смещению, имеет форму импульса, ширина и высота которого зависят от динамики процесса излучения. Импульсы таких источников как проскок микротрещины или разрушение осажденных фракций имеют малую длительность (порядка микросекунд или долей микросекунд). Амплитуда и энергия первоначального импульса АЭ может меняться в широком диапазоне в зависимости от типа источника акустической эмиссии. Зародившаяся волна (импульс) распространяется от источника во всех направлениях, при этом распространение в соответствии с природой источника может носить ярко выраженный анизотропный характер, как показано на рис.3 (т.е. зависимость скорости распространения от направления).
Форма первоначальной волны претерпевает существенные изменения при распространении в среде материала и при преобразовании датчиком, поэтому сигнал, пришедший с датчика, весьма отдаленно напоминает исходный сигнал от источника. Такое изменение формы АЭ сигнала является важной проблемой, с которой приходится сталкиваться как при исследованиях функции источника, так и при решении практических задач неразрушающего контроля. Те исследователи, которые стремятся определить первоначальную форму сигнала, используют широкополосные датчики и производят подробный анализ начальной части зарегистрированного сигнала. Это важный, но вместе с тем очень непростой способ
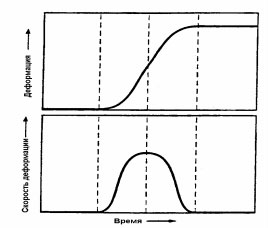
Рис.2 Простейшая волна АЭ, возникающая
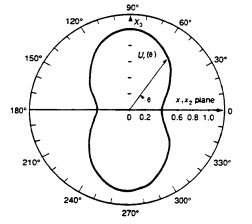
Рис.3 Угловая зависимость АЭ от растущей в источнике. По существу этоимпульс напряжения, трещины. Основная энергия распределена соответствующий смещению поверхности материала
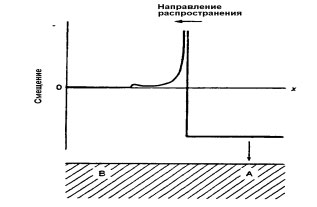
Рис. 4 Смещение волны, возникшее в результате быстрого приложения нагрузки в точке А.
исследования, т.к. обработка одного сигнала может занимать длительное время. В связи с этим многие исследователи в области испытания материалов и НК в большей степени заинтересованы в получении статистических оценок параметров АЭ, чем в подробном изучении характеристик отдельных источников эмиссии. Они используют узкополосную аппаратуру, позволяющую измерять лишь некоторые параметры формы сигналов, но одновременно с этим – регистрировать большие потоки сигналов (сотни сигналов в секунду). Ниже обсуждаются основные факторы, оказывающие влияние на распространения волн, которые в большой степени различаются для двух упомянутых подходов исследования АЭ сигналов.
Основные Факторы при Анализе Функции АЭ Источника
Взаимосвязь между функцией источника и результирующим смещением поверхности материала в точке контроля интенсивно исследовалась на протяжении последних 10-15 лет. Исследователи из различных групп: Британского Харуэльского Центра НК [15], Американского Национального Бюро Стандартов [16], Корнуэльского [17] и Токийского [18] Университетов предприняли усилия для решения этой сложнейшей проблемы. Окончательной целью исследований ставилось решение задачи определения первоначальной формы сигнала по имеющейся информации на выходе датчика.
Сложность данной задачи проиллюстрирована на рис.4, на котором показана вертикальная компонента движения поверхности полубесконечного тела в точке В, получающаяся в результате резкого приложения вертикальной силы в точке А. Как следует из рисунка, даже при простой геометрии объекта и элементарного источника результирующая форма сигнала является достаточно сложной. Если же рассмотреть случай с пластиной, проблема существенно усложнится, поскольку вторая поверхность также будет влиять на упруго-динамический процесс распространения волны. В случае с пластинами движение поверхности в точке наблюдения сильно зависит от отношения расстояния до источника к толщине пластины.
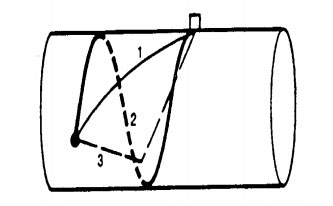
Рис.5 Три возможные пути прохождения волныот источника до датчика в трубе, наполненной водой. 1– прямой путь, 2–отраженный, 3– по воде.
Кроме всего прочего, функция источника не является постоянной, она скорее представляет собой не точечный источник, а диполь и/или двойной диполь с неизвестной в общем случае ориентацией, у которого должны учитываться и горизонтальная, и вертикальная компоненты. В связи с перечисленными трудностями попытки создания математической теории, численных и экспериментальных методик оценки функции источника АЭ заняли многие годы.
В последние годы ведущие лаборатории добились значительных успехов при решении проблем количественной оценки величины прироста трещины, ее ориентации и временных характеристик сигналов АЭ для случаев простейшей геометрии объектов [19]. Для этих целей используются высокочувствительные датчики и производится анализ лишь начальной части сигнала, которая записывается со всеми необходимыми подробностями с помощью высокоточной аппаратуры. Сегодня можно ожидать, что полученные научные результаты принесут свои плоды также и в прикладных областях использования метода АЭ.
Факторы, Влияющие на Точность Локации при Типичных Измерениях АЭ
В то время как анализ функции источника в большинстве случаев основывается на исследовании только начальной части сигнала, технология АЭ позволяет регистрировать сигнал целиком. Часть сигнала, следующая за начальной, состоит из многих волновых компонент, которые распространялись до датчика по различным путям. Рис.5 иллюстрирует это утверждение, однако на рисунке приведено только несколько возможных путей. Обычно максимум амплитуды сигнала формируется не первой дошедшей волновой компонентой, а в результате интерференции нескольких последующих компонент. Прежде, чем АЭ волна затухнет в среде, она много раз
возбуждает датчик. Процесс затухания волны может длиться порядка 100 мкс в сильно демпфированных неметаллических материалах или десятки секунд в слабо демпфированных металлических материалах, т.е. намного дольше, чем время, в течение которого возбуждается источник (равное обычно нескольким микросекундам или меньше).
Таким образом, необходимо понимать, что форма зарегистрированного сигнала является в значительной степени результатом волнового распространения. Другие важные аспекты распространения связаны с эффектом затухания, а также со скоростью распространения. Затухание определяется снижением амплитуды сигнала в результате геометрического расхождения волны и наличия диссипации энергии волны в материале [20]. Затухание влияет на возможность регистрации и потому является важным фактором, который необходимо учитывать при выборе расстояний между приемными датчиками. Обычно, прежде чем проводить АЭ исследования, на контролируемом объекте измеряют функцию затухания, по которой определяют оптимальное расстояние между датчиками.
Скорость распространения волны является еще одним фактором, который необходимо учитывать при локации источника методом АЭ. Локация источника, являющаяся важной частью метода АЭ, широко используется как при лабораторных исследованиях, так и в промышленных испытаниях. Особую роль локация играет при контроле крупногабаритных объектов, в тех случаях, когда метод АЭ используется для обнаружения активных участков и их последующего исследования альтернативными МНК. При таком сочетании АЭ метода и других методов контроля экономятся значительные средства и ускоряется процесс контроля.
Существует несколько основных принципов локации. Прежде всего – это зонная локация, при которой источники относят к сравнительно большим по площади зонам (окружающим определенные датчики). Второй способ – точечная локация, при которой координаты источника рассчитываются достаточно точно с помощью разностей времен прихода (РВП) сигналов на различные датчики, объединенные в антенну. При расчетах в формулу локации в качестве параметра вводится скорость распространения волны. Достигаемая в расчетах точность контролируется этим параметром, который в свою очередь зависит от геометрии и толщины объекта, а также свойств вещества, наполняющего объект контроля. Именно эти факторы способствуют неточности в оценке скорости распространения волн, что в свою очередь приводит к ошибкам определения координат источника. В благоприятных случаях погрешность локации может достигать 1% от расстояния между датчиками, в неблагоприятных – 10%.Эффекты распространения волн, вызывающие такое различие точности определения координат рассмотрены в работе [20].
Акустико-Эмиссионные Датчики и Предварительны усилители*
Основным элементом АЭ резонансного датчика является пьезоэлектрический кристалл, преобразующий механическое движение в электрический сигнал. Кристалл помещается в специальный корпус с донышком в виде пластинки и разъемом (рис.6). Датчик возбуждается волнами напряжений, попадающими на его донышко, и преобразует их в электрические сигналы. Эти сигналы поступают на расположенный поблизости предусилитель, усиливаются и на конечном этапе регистрации поступают на основную измерительную и обрабатывающую аппаратуру. В последнее время с целью достижения больших удобств при установке и одновременно снижения чувствительности к электромагнитным наводкам, предусилители делают миниатюрными и размещают непосредственно в корпусе датчика, получая совмещенный датчик-предусилитель.
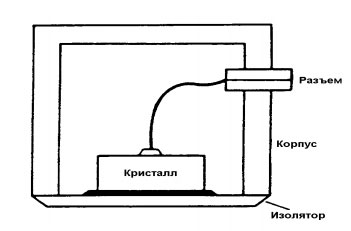
Рис.6 Типичная конструкция резонансного АЭ датчика
Отклик Датчика. Одним из основных требований к датчику является его высокая чувствительность. И хотя в целом высококачественными датчиками считаются датчики, обладающие плоской частотной характеристикой, однако в большинстве практических случаев наиболее чувствительными, а потому предпочтительными, являются резонансные датчики, которые, к тому же, являются более дешевыми, чем широкополосные. Эти датчики имеют сравнительно узкую полосу частот, в которой происходит преимущественное колебание. Частотная полоса определяется в основном размером и формой кристалла. Частоты, характеризующие датчик, являются доминирующими при образовании формы и спектра АЭ сигнала.
В конце 70-х годов существовала программа калибровки чувствительности датчиков, которая выполнялась в рамках исследовательских работ Национального Бюро Стандартов. С помощью этой программы были разработаны процедуры получения зависимости абсолютной чувствительности АЭ датчиков от частоты (в единицах вольт/скорость от частоты) [21].
Изменение Формы Акустико-Эмиссионного Сигнала. В дополнении к уже перечисленным факторам существенное влияние на форму сигнала оказывает сам датчик. Когда широкополосный сигнал эмиссии воздействует на резонансный датчик, в результате получается эффект колокольчика, звенящего на определенной частоте, независимо от способа своего возбуждения. Таким образом, на форму сигнала на выходе датчика одновременно влияют многие факторы: пути распространения волн, наличие различных мод, распространяющихся с разными скоростями и эффект преобразования входного сигнала датчиком. Типичный сигнал эмиссии на выходе резонансного датчика приведен на рис. 7; нельзя не увидеть огромного различия между этим наблюдаемым сигналом и простейшим сигналом, сгенерированным источником АЭ (рис.2).
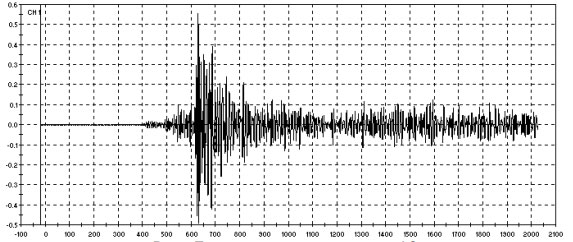
Рис.7 Типичный импульсный сигнал АЭ
Частотный Отклик. Путем выбора резонансного датчика, обладающего заданными частотными свойствами, можно контролировать рабочую полосу частот. Регулирование полосы частот является полезным инструментом, с помощью которого можно с одной стороны настраивать прибор на полезную частоту, а с другой – увеличивать отношение сигнал/шум. На практике большинство измерений проводится с помощью датчиков, имеющих резонанс на 150 кГц.
Отклик Предусилителя. Сигнал с датчика поступает на предусилитель, предназначенный для усиления сигнала. Предусилитель расположен вблизи или даже внутри датчика с целью минимизации электромагнитных наводок. Предусилитель обладает широким динамическим диапазоном и, усиливая сигнал, создает возможность передачи его по длинным кабелям таким образом, что приемная аппаратура может располагаться на расстоянии в сотни метров от места проведения контроля.
Обычно предусилитель имеет усиление 100 раз (40 дБ) и включает ФНЧ или полосовой фильтр для снижения механический и акустических фоновых шумов, преобладающих на низких частотах. Наиболее часто используются полосовые фильтры от 100 до 300 кГц, пропускающие частоту самых распространенных резонансных датчиков, равную 150 кГц. Могут использоваться и другие частотные диапазоны, однако существуют определенные ограничения. На низких частотах появляются проблемы, связанные с ростом механических шумов, а высокие частоты сильнее затухают, что приводит к уменьшению расстояния между датчиками. Таким образом, выбор рабочей частоты ограничен сверху и снизу. Обычно низкие частоты используются при контроле трубопроводов, где критичным является выбор больших расстояний, а также при проведении геологических работ в связи с сильным затуханием волн в горных породах. Более высокие частоты используются в проводах электропередачи, где уровень фонового шума чрезвычайно высок.
Достижимая Чувствительность. Предусилители, как известно, сами являются источниками электронного шума, и именно этот шум определяет нижнюю границу применимости метода АЭ. Минимальный сигнал, который можно зарегистрировать аппаратурой, имеет порядок 10 мкВ на выходе датчика, что соответствует смещению поверхности в 10-6, микродюймов (при использовании типичного высокочувствительного датчика). Такая чувствительность является достаточной для большинства приложений области НК.
Установка Датчика. Обычно датчик устанавливается на объект контроля с помощью специальных бандажей, магнитных или других креплений, при этом поверхность соприкосновения с донышком смазывается жидкой смазкой. В некоторых приложениях АЭ датчик крепится к волноводу, как показано в 1 примере.
После установки датчика, прежде чем система будет запущена, ее работоспособность проверяется путем слома специального грифеля-имитатора АЭ и анализа акустического отклика на датчике. При правильной установке сигнал от слома должен напоминать сигнал от импульсного точечного воздействия, обсуждавшийся ранее в настоящей статье.
Пример 1: Акустические датчики-волноводы, использующиеся для мониторинга процесса охлаждения расплавленных застеклованных ядерных отходов.
АЭ мониторинг использовали для получения связи между процессом растрескивания и процедурой охлаждения. Потребность в таком методе контроля возникла в связи с необходимостью непрерывного мониторинга в сложных условиях высоких температур (около 900° С) и радиации (50 000рад/час) для обнаружения появления трещин в стекле. Для этих целей использовались датчики- волноводы длиной около 4.6 м; при контроле один конец каждого датчика погружался в стекло, в то время как чувствительный элемент датчика и предусилитель располагались на другом конце. Сигнал с выхода датчика передавался по коаксиальному кабелю на вход АЭ системы, находящейся за пределами горячей камеры, в которой производилась регистрация и дальнейший анализ сигналов. Несмотря на то, что в результате проведенных испытаний датчики находились в столь агрессивной среде в течение120 дней, а накопленная доза радиации составила 14х107, рад, датчики остались работоспособными.
Основные Принципы Работы Оборудования
Во время АЭ испытаний на выходе датчиков формируются переходные (импульсные) сигналы. Сигнал от единичного акта дискретной деформации известен как сигнал взрывного (импульсного) типа. Такой сигнал обладает резким передним фронтом и медленным затуханием, как это изображено на рис. 7. Импульсные сигналы варьируются в широких пределах по форме, размеру и скорости генерации в зависимости от типа структуры и условий испытаний. При большой скорости генерации сигналов, индивидуальные импульсные сигналы могут перекрываться и формировать так называемую непрерывную эмиссию. В некоторых случаях метод АЭ основывается на регистрации такой непрерывной эмиссии (см. разделы "Механизмы АЭ Источников" и "Контроль Течей" данной статьи).
Аппаратура, использующаяся при АЭ контроле, должна обеспечивать возможность регистрации непрерывной эмиссии или сигналов импульсного типа. Обычно оборудование должно удовлетворять следующим требованиям:
АЭ оборудование варьируется в широких пределах и по форме, и по функциональному назначению, и по цене. Некоторые типы оборудования разрабатываются с целью функционирования в автоматическом режиме в производственном цикле работы. Другие предназначаются для исследовательских целей и потому должны быть достаточно гибкими и обладать разнообразными средствами обработки информации. И, наконец, третья категория АЭ приборов разрабатывается для технических работников и инспекторов, работающих в области НК и проводящих стандартные (в соответствии с кодами ASME или стандартами ASTME) испытания.
Регистрация Сигналов Акустической Эмиссии. После того, как сигнал был принят датчиком и усилен предусилителем, он поступает в основную систему, где вновь усиливается и фильтруется. На следующем важном этапе происходит непосредственно выделение сигнала. Этап заканчивается тем, что когда сигнал превышает установленный порог, в компораторной цепи в цифровом виде генерируется выходной импульс. Связь между сигналом, порогом и импульсом с компаратора проиллюстрирована на рис. 8. Уровень порога обычно регулируется оператором; этот параметр является ключевой переменной, которая определяет чувствительность АЭ метода при испытании. Кроме того, в зависимости от типа АЭ оборудования, чувствительность можно контролировать путем регулирования усиления основного усилителя.
Наиболее простой и испытанный способ оценки активности эмиссии заключается в подсчете числа осцилляций (counts) – числа пересечений импульсом, выданным компаратором, установленного порога. (рис.8).
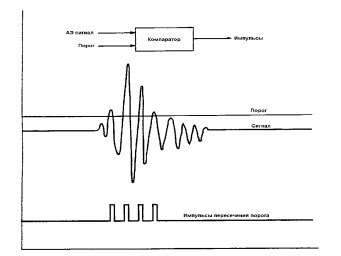
Рис.8 Принцип регистрации АЭ сигнала
Параметр осцилляций представляется в виде функции времени/нагрузки. Это представление может носить характер накопленного числа осцилляций от соответствующего аргумента, либо даваться в дифференциальном виде (гистограммы). Такой способ представления информации об АЭ испытании характерен и для 70-х годов и даже для более раннего периода. На рис.9 проиллюстрирована зависимость такого типа, дающая функцию кумулятивного распределения числа осцилляций от нагрузки и полученная в результате нагружения образца из прочной стали с пророщенной трещиной. Максимальное значение по вертикальной оси составляет 10 000 осцилляций. Ступеньки функции на начальной стадии графика представляют собой индивидуальные события эмиссии. Ступеньки при дальнейшем нагружении включают сотни событий каждая. К моменту достижения нагрузки 35 кН, было зарегистрировано 10 000 осцилляций, после чего перо упало до нуля по вертикальной оси (произошел сброс) и продолжило рисование с нулевой отметки. Как следует из представленного графика, по мере роста нагрузки, растет и скорость эмиссии, в результате чего отдельные события становятся неразличимыми. К моменту окончательного разрушения, произошло несколько сбросов пера, каждый из которых соответствовал достижению 10000 осцилляций, начиная с момента нулевой отметки графика.
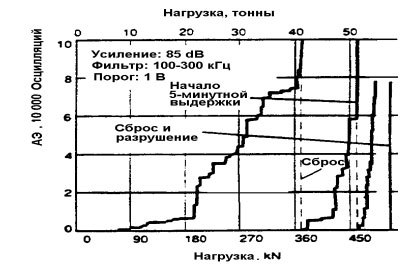
Рис.9 АЭ, полученная при трехточечном изгибе сварного стального образца.
АЭ Системы Контроля Хитов. Вершины своего развития полностью аппаратные системы достигли в конце 70-х годов, однако впоследствии они были вытеснены системами, базирующимися на использовании компьютеров. Развитие АЭ технологии совпало с развитием компьютерной техники и следует отметить тот факт, что АЭ контроль был одним из первых методов НК, который начал использовать преимущества использования компьютеров. Сначала возможности компьютера использовались в многоканальных АЭ системах, для решения задачи локации источников сигналов, затем компьютеры стали применяться в более широких целях: хранение, анализ и отображение данных. Одновременно персонал, занимающийся проведением АЭ испытаний, начал интересоваться другими параметрами эмиссии, помимо осцилляций, которые позволяла получать АЭ аппаратура (см. раздел "Измеряемые Параметры Сигнала" данной статьи).
Это привело к появлению новых принципов разработки АЭ оборудования, которые до сих пор являются доминирующими в технологии. Эти принципы заключаются в измерении основных параметров каждого хита или каждого события, превышающего порог. После оцифровки информация передается в компьютерную систему, обеспечивающую хранение, графического представления и последующего анализа данных.
На рис.10 и 11 виде представлены блок-схема и внешний вид типичной современной системы, соответственно. В более крупных многоканальных системах происходит распределение задач обработки сигналов между несколькими микропроцессорами. Например, на рис.11 отдельный микропроцессор обслуживает пару измерительных акустических каналов. Наивысший приоритет относится к задаче считывания результатов измерения по каналам непосредственно после
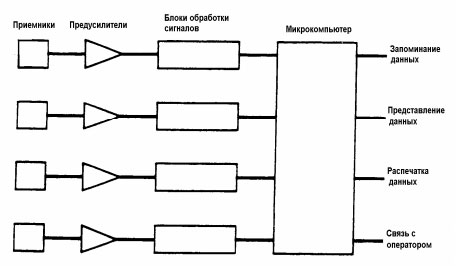
Рис.10 Блок-схема четырехканальной АЭ системы
окончания каждого измерения таким образом, что измерительная система оказывается готовой к принятию следующего события. Оконечный микропроцессор позволяет быстро запоминать в своем буфере информацию о нескольких сотнях хитов, приступая к ожиданию дальнейшей обработки. В рамках такой архитектуры параллельной обработки, добавление каналов автоматически усиливает мощь системы обработки. С помощью использования оконечных буферов, дополненных и другими, еще большими буферами, система становится способной справляться с внезапным ростом АЭ активности и оптимально функционировать в условиях быстро меняющихся скоростей потоков данных [22].

Рис.11.Типичная АЭ аппаратура общего назначения.
Измеряемые Параметры Сигналов. Существует пять наиболее широко используемых параметров. К ним относятся число осцилляций (рис.8), амплитуда, длительность, время нарастания сигнала и площадь под огибающей сигнала (MARSE), представляющая собой аналог энергии (рис.12). В некоторых тестах используется меньшее количество параметров, в других – дополнительные параметры, например, реальная энергия, число осцилляций до пиковой амплитуды, средняя частота, спектральный момент. Однако 5 основных параметров, приведенных вначале, являются стандартными для АЭ контроля и применяются в этой области неразрушающего контроля на протяжении более 10 лет.
При описании хита помимо параметров сигнала в память компьютера записывается также время регистрации хита и информация о внешних параметрах процесса, например, текущее значение нагрузки (деформации), число циклов при усталостных испытаниях, текущий уровень фонового шума и другие. Описание одного хита обычно занимает от 20 до 40 байт.
Амплитуда (А) представляет собой максимальное значение напряжения сигнала измеряющееся в вольтах. Этот важнейший параметр определяет возможность регистрации АЭ события. Амплитуды сигналов прямо связаны с магнитудами событий в источнике и варьируются в широких пределах от микровольт до вольт. Среди других стандартных параметров, амплитуда является наиболее пригодной для проведения статистической обработки данных АЭ путем получения функций распределения процесса [23]. Амплитуды АЭ принято выражать в децибельном (логарифмиче6ском) масштабе, при этом 1 мкВ на выходе датчика принимается за 0 дБ, 10мкВ – 20 дБ, 100мкВ – 40 дБ и т.д.
Число осцилляций представляет собой число превышений сигналом установленного порога. Измерение числа осцилляций представляет собой простейший способ количественной оценки сигнала. Этот параметр зависит от магнитуды источника сигналов, а также от акустических и резонансных свойств среды и датчика.
MARSE – параметр, известный также как число осцилляций энергии, вычисляется по площади под огибающей сигнала. Параметр MARSE является чувствительным и к амплитуде, и к длительности сигнала, поэтому в последнее время он стал очень распространенным. Кроме того, он менее зависим от установленного порога и рабочей частоты. Суммарная АЭ активность должна измеряться путем суммирования магнитуд всех зарегистрированных сигналов; среди всех измеряемых параметров, MARSE наилучшим образом подходит для этих целей.
Длительность (D) – это полное время, начиная от пересечения сигналом порога, заканчивая уходом его под порог. Измеряемый в микросекундах, этот параметр зависит от магнитуды источника, а также акустических и резонансных свойств среды и датчика (как и число осцилляций). Параметр используется при идентификации процессов, имеющих характерные большие длительности сигналов, например процессы расслаивания композитных материалов [24]. Кроме того, данный параметр является полезным при отфильтровывании различных шумов (по длительности) или других типов источников.
Время нарастания сигнала (R) – это время от первого пересечения сигналом порога до достижения максимальной амплитуды сигналом. Данный параметр в сильной степени зависит от функции распространения и передаточных свойств датчика. Он может использоваться для определения типа некоторых источников сигналов и при отфильтровывании шумов.
Многоканальные системы. Измерение сигнала происходит одновременно на каждом канале, который его регистрирует. Акустико-эмиссионные системы могут включать в себя от 1 до более 100 каналов, в зависимости от потребностей проводимых испытаний. Обычно в лабораторных условиях используется 2 – 6 каналов, в то время как при контролировании конструкции задействуются 12 – 32 каналов.
В зависимости от мощности индивидуального сигнала, характеристик затухания волн и расстояния между датчиками, регистрация сигнала может привести к возникновению как одного хита, т.е. одного сигнала (на одном канале), так и нескольких хитов (на нескольких каналах). В связи с этим первой и основной задачей при использовании многоканальных систем является определение того, можно ли группу хитов, зафиксированных различными датчиками в течение малого промежутка времени, отнести к одному АЭ событию. В зависимости от типа системы, эта проблема решается либо на аппаратном уровне, либо средствами программного обеспечения. Второй, третий и последующие хиты, относящиеся к одному событию эмиссии, могут либо использоваться для решения задачи локации, либо вовсе не записываться системой. После выполнения задания определения события/хита, система работает с событиями аналогичным образом, как и с хитами. Описание события включает в себя информацию о каналах и времени прихода всех хитов, входящих в состав данного события, а также о параметрах хита, пришедшего на датчик первым (иногда включаются и параметры остальных хитов события).
Последовательность таких описаний сигналов поступает на центральный процессор, координирующий выполнение задач хранения, отображения и обработки данных. В сложных системах эти задачи могут выполняться несколькими процессорами. В большинстве систем такая последовательность описаний сигналов хранится на диске, что дает неограниченные возможности для проведения последующей обработки информации. Хранение всех данных, зарегистрированных во время испытаний, является одним из важнейших достоинств метода АЭ. Эта возможность снижает зависимость окончательных результатов от действий оператора, позволяя последнему сосредоточиться непосредственно на корректном выполнении задания по сбору данных [11].
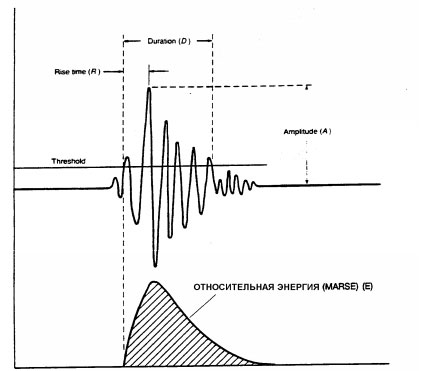
Рис.12 Стандартный набор параметров, измеряемых системой
Отображение Данных. АЭ система контроля, основанная на использовании развитого программного обеспечения, позволяет получать большое число типов графиков. Оператор не ограничен в выборе способов графического отображения данных во время сбора, поскольку после проведения послетестовой обработки результаты экспрессной обработки могут быть пересмотрены, отфильтрованы и отображены в другом виде.
Приведем общую классификацию способов отображения:
Некоторые из этих наиболее распространенных типов графиков проиллюстрированы на рис.13.
На рис.13.а и 13.b отображены соответственно кумулятивный и дифференциальный исторические графики АЭ – графики зависимости АЭ от времени. Кумулятивный график более удобен для оценки общей эмиссии (в количественном виде), в то время как дифференциальный график подчеркивает те изменения в активности, которые происходили в течение теста.
На рис.13.с представлен исторический график АЭ данных от нагрузки. Этот график считается наиболее фундаментальным, т.к. он непосредственно связывает причину со следствием при излучении эмиссии во время нагружения. Данный тип графиков является особенно полезным при отделении "хорошей" части графика от "плохой". Обычно "плохая" часть характеризуется началом генерации АЭ сигналов уже на малых уровнях нагружения и наличием большого количества эмиссии, связанного, как правило, с помехами от нагружающего устройства.
Часто невооруженным глазом можно обнаружить кластера событий, относящихся к наиболее активным источникам, обычно конструкционным дефектам.
На рис.13.g представлен точечный график числа осцилляций (или длительности) от амплитуды. Каждый хит на этом графике представлен в виде отдельной точки, положение которой несет информацию о размере и форме сигнала. Этот тип графиков используется для качественной оценки источника, в том числе для идентификации некоторых наиболее часто встречающихся типов нежелательных шумов [25]. Обычно сигналы эмиссии от “полезных” источников формируют на данном графике кластер, вытянутый в диагональном направлении. Сигналы помехи (например, от электромагнитных наводок) располагаются ниже этого кластера (на рис.13.g они представлены в виде круглого участка в нижней правой части графика), поскольку они имеют малую длительность, не увеличивающуюся за счет отражений. Шумовые сигналы от таких источников как трение или течи, располагаются выше диагонального кластера (на рис.13.g они представлены в виде круглого участка в верхней левой части графика), поскольку они имеют малые амплитуды и большие длительности. Это лишь один из многих графиков, который демонстрирует широкие возможности АЭ метода диагностики.
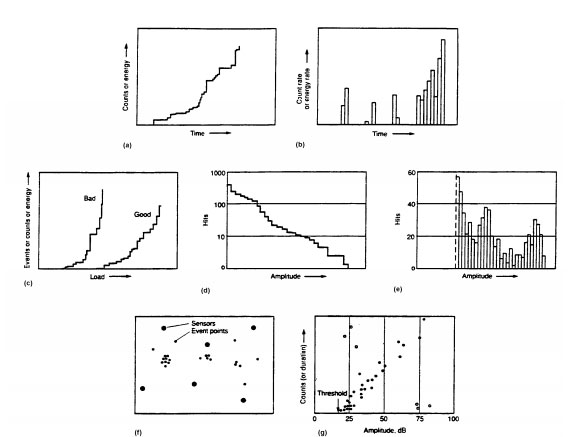
рис.13 Типичное представление АЭ данных . (а) Исторический график кумулятивного счета или энергии.(b). Исторический график скорости счета(энергии).(с) Исторический график АЭ данных (от нагрузки) (d)Кумулятивное амплитудное распределение. (e) Дифференциальное амплитудное распределение (плотность распределения). (f) Локация источников на плоскости. (g) Точечный график корреляции – зависимости осцилляций (длительности сигнала) от амплитуды.
АЭ Системы Специального Назначения. Такая система АЭ контроля имеет архитектуру и ПО, позволяющие использовать ее и в лабораторных целях и в специальных приложениях. Однако не все задачи и соответственно используемые системы нуждаются в мощном ПО и разнообразии графиков. В связи с этим перед тем, как приступать к работе следует предварительно определить требования к системе, обусловленные предполагаемыми испытаниями, и лишь затем использовать подходящее и часто не очень сложное оборудование.
Тестирование продукции иногда может производиться на базовом чисто аппаратном оборудовании, позволяющем измерять простейшие параметры АЭ, например, энергию или число осцилляций и выдавать сигнал тревоги в случае, если эти параметры превышают предельные заранее установленные значения.
Автоматический самоконтроль качества установки датчика может быть включен в функционирование такого прибора.
Мониторинг сварки и контроль трения оборудования производится на полностью аппаратном оборудовании, оснащенном специальными вентилями, таймерами и интерфейсами, обеспечивающими синхронизацию АЭ мониторинга с аппаратурой контроля сварки. Существуют и другие типы АЭ оборудования для мониторинга процесса сварки, которые включают в себя программно реализованную опцию распознавания образов, предназначенную для автоматической классификации специфических типов сварных дефектов.
Контроль протечек представляет собой одно из важнейших приложений метода АЭ, которое легко реализуется на практике. (см. раздел "Структурные Приложения Контроля" ). Контроль течей обеспечивается при помощи оборудования, которое измеряет только среднеквадратичное значение
(RMS) напряжения, связанное с непрерывной эмиссией течи. Возможность обнаружения течи возрастает при возникновении импульсной эмиссии, вызванной ударами частиц, присутствующих в вытекающих материалах, или непосредственно с деградацией вытекающих материалов.
Специальные Приложения. Производители оборудования, кроме всего прочего, разработали специальную аппаратуру, предназначенную для специфических и уже изученных унифицированных приложений, например, для контроля платформ и передвижных цистерн. Такого типа оборудование базируется на стандартных процедурах проведения испытаний и является сравнительно не дорогостоящим. Изготовленное по заказу программное обеспечение предоставляет оператору ограниченное, но необходимое число опций, обеспечивая, таким образом, надежное и экономичное проведение работ.
Шумы.
Одной из важнейших проблем АЭ технологии является предохранение от шумов. Огромный прогресс наблюдается с тех пор, когда в начале 70-х для избежания регистрации помех от уличного транспорта и работающего в дневное время технологического оборудования, АЭ эксперименты проводились по ночам в подземных лабораториях на малошумящих испытательных машинах. Использование современных технологий АЭ контроля сегодня позволяет проводить измерения также и на шумных объектах.
Первый шаг АЭ контроля заключается в выборе подходящего частотного диапазона тестирования. Акустический фоновый шум, как известно, является более высоким на низких частотах. Практически для 90% испытаний подходящий частотный диапазон заключен между 100 и 300 кГц. В шумящей среде (например, на электрических силовых станциях) для снижения шумов, исходящих от потоков жидкости, необходимо работать на более высоких частотах, в районе 500 кГц. Вследствие того, что использование высоких частот приводит к снижению диапазона обнаружения (расстояния между приемными датчиками уменьшается), между частотным диапазоном и ограничением шумов существует взаимооднозначная связь.
К источникам акустических шумов относятся потоки жидкости в насосах и задвижках; процессы трения, например, трение конструкций в местах опор; процессы, связанные с ударами, например, капли дождя или биение кабеля о конструкцию под воздействием порывов ветра. К источникам электрических и электромагнитных шумов можно отнести земляные контуры, включенные силовые цепи, радио и навигационные передатчики, а также электрические штормы.
Существуют различные пути решения проблемы снижения шумов. Во-первых, иногда шум можно снизить или даже прервать непосредственно в источнике. Во-вторых, воздействие акустического шума можно ограничить путем создания демпфирующих барьеров в стратегических точках конструкций. Проблема снижения электрических шумов, которая возникает в основном в связи с недостаточным заземлением и экранированием, решается при помощи использования правильных технологий, например, за счет применения дифференциальных датчиков или совмещенных датчиков со встроенными предусилителями. Если использование таких датчиков не позволяет окончательно решить данную проблему, ее приходится решать уже на программном и/или аппаратном уровне.
Для получения удовлетворительной чувствительности часто используется технология плавающего порога, которая является весьма эффективной при условии, что не происходит существенной потери АЭ данных. Развиваются методы выборочного отбора и записи данных, базирующиеся на факторах времени, нагрузки или местоположения в пространстве. Кроме того, в связи с тем, что источники шумов по характеристикам формы сигналов отличаются от настоящей эмиссии, связанной с дефектами, их отделяют путем реализации и использования математических методов дискриминации на компьютере [25]. Такую машинную обработку можно проводить и сразу же после измерения, и во время процесса отображения информации (графического фильтрования), и уже после испытаний в процессе послетестовой обработки, используя программы послетестовой фильтрации или специального пакета, предназначенного для анализа формы сигналов.
Благодаря развитию и использованию этих методик, АЭ контроль внедрился в разнообразные сферы производства и в дальнейшем можно ожидать продолжение этого процесса. В качестве примеров приложений, в которых снижение шума являлось ключом к успешному использованию АЭ контроля,
можно назвать мониторинг в процессе сварки [1, 26] и обнаружение усталостных растущих трещин в конструкции летящего самолета [7].
Контроль Нагрузки и Повторные Нагружения
В связи с тем, что акустическая эмиссия возникает в результате изменения напряженно- деформировного состояния материала, на характеристики АЭ большое влияние оказывает история нагружения конструкции. Кроме того, графики эмиссия/напряжение от времени зависят от свойств материала и типа деформаций, приводящих к возникновению АЭ. Некоторые материалы практически немедленно реагируют на приложение напряжения, а затем быстро приходят в стабильное состояние. Другим же необходимо некоторое время для того, чтобы "успокоиться" после приложения нагрузки; такое поведение часто наблюдается в материалах, демонстрирующих упругопластические свойства, например, в композитах, имеющих резиновую матрицу. В некоторых случаях воздействие постоянной нагрузки приводит к тому, структура разрушается, так и не вернувшись в стабильное состояние. Примером может служить водородное растрескивание охрупченного материала, сопровождающееся излучением непрерывной эмиссией и приводящее к окончательному разрушению конструкции под воздействием постоянной нагрузки (при этом уровень нагрузки может быть не высоким).
Обычно акустико-эмиссионные испытания проводятся в условиях растущей нагрузки. Начальное приложение нагрузки обычно приводит к возникновению большей эмиссии, чем последующее нагружение. Хорошо известен тот факт, что сильно пластические материалы не генерируют никакой эмиссии до тех пор, пока ни будет превышен уровень предыдущей приложенной нагрузки. Такое поведение материалов впервые было отмечено Кайзером еще в 1950 году [27] и оказало огромное влияние на развитие методики АЭ контроля. В работе [28] Данеган показал, что материалы, для которых должен выполняться эффект Кайзера, факт появления эмиссии при приложении повторной нагрузки (до достижения предыдущего уровня нагрузки) должен свидетельствовать о наличии дефекта, проявляющегося между первым и вторым приложениями нагрузки. Этот вывод послужил основой для концепции промышленного использования метода АЭ в 70-х годах, когда были впервые проведены АЭ испытания сосудов давления и других промышленных конструкций.
В последних методических разработках АЭ испытаний большое внимание уделяется наличию эмиссии на повторных нагрузках (меньших, чем ранее достигнутых), а также существованию эмиссии, продолжающейся во время выдержки нагрузки. Логика анализа заключается в том, что такое поведение должно свидетельствовать о наличии существенных дефектов в конструкции, в то время как в отсутствии дефектов при выдержке должна происходить релаксация напряжений и через определенное время выдержки материал должен "замолкать" до тех пор, пока повторное нагружение ни превысит предыдущий максимальный уровень нагрузки.
Рис.14. иллюстрирует данные различные типы поведения материалов. При начальном нагружении (от точки А к точке В) наблюдается эмиссия, которая однако отсутствует при разгрузке (от В к С). При повторном нагружении эмиссия не возникает (горизонтальная линия) до тех пор, пока вновь ни достигается точка В; это и есть проявление эффекта Кайзера. Далее нагрузка растет до D, сопровождаясь при этом генерацией эмиссии, после чего вновь производится разгрузка. Теперь уже благодаря высоким уровням нагрузки в точке F (до достижения предыдущей максимальной нагрузки) начинают проявляться значительные дефекты, имеющиеся в материале. Такое поведение известно как эффект Фелисити, который количественно характеризуется коэффициентом Фелисити (FR) и равен отношению максимальной нагрузки нагружения к нагрузке повторного нагружения, при которой появилась АЭ .
Эффект Кайзера можно рассмотреть как частный случай эффекта Фелисити, коэффициент которого FR ≥ 1. Факт систематического снижения коэффициента по мере приближения к разрушению был подробно описан для фибропластиков [29]. Кроме того, в соответствии с 11 Статьей Стандарта ASME [30] принято, что если при проведении АЕ контроля сосудов давления или контейнеров Фелисити фактор составляет менее 0.95, необходимо производить отбраковку таких объектов. В соответствии со Статьей 12 Стандарта ASME [31] в некоторых случаях при контроле сосудов давления допускается игнорировать информацию, получаемую при первом нагружении сосуда и учитывать лишь данные от повторного нагружения. Это положение основано на том, что при первом нагружении сигналы могут проявляться от незначительных источников, например, локального пластического течения материала, в то время как при повторном нагружении должны проявляться только серьезные дефекты (FR <1).
На рис.14 приведена графическая иллюстрация появления эмиссии при выдержке нагрузки (от G к H). Эффект Фелисити и проявление эмиссии при выдержке можно объяснить следующим: оба этих эффекта вызваны нестабильной природой значительных дефектов, имеющихся в материале объекта. Эмиссия при выдержке нагрузки известна, начиная с проведения первых работ по АЭ контролю [28]. Данный эффект был включен в критерий оценки FRP в середине 1970-х годов, а в конце 1980-х эмиссия при выдержке нагрузки стала основой при создании методики Монсанто (Monsanto), которая представляет собой эффективную процедуру АЭ контроля железнодорожных платформ и цистерн [8]. Эта методика является очень удобным и эффективным способом анализа данных, поскольку уровень фоновых шумов в период выдержки нагрузки намного ниже, чем в период роста нагрузки.
Для успешного проведения АЭ контроля необходимо уделять должное внимание графику нагружения. Обычно в процедурах АЭ контроля определяются уровни прилагаемых нагрузок (в соответствии с рабочими или расчетными нагрузками), а также минимальную и максимальную скорости нагружения. В соответствии с методикой проведения АЭ контроля [30] сосуды и резервуары из фибропластика должны сначала выдерживаться при пониженных нагрузках. Процедура АЭ тестирования может оказаться нарушенной, если вдруг по небрежности персонала перед проведением нагружения сосуда последний будет подгружен. В связи с этим для успешного контроля необходимо правильно координировать работу всех подразделений, занимающихся проблемой безопасности конструкций.
Акустическая Эмиссия при Исследовании Материалов
Акустическая эмиссия является замечательным средством для изучения процессов деформирования материала, т.к. обеспечивает исследователей немедленной и подробной информацией о процессах. Благодаря чувствительности к микроструктуре материала и непосредственной связи с процессами разрушения АЭ способ контроля обладает уникальной способностью к реакции материала на приложенное напряжение. АЭ анализ особенно полезен в случае, когда он используется совместно с другими диагностическими методами, как, например, измерением напряженно-деформированного состояния материала, электронной микроскопией, измерением раскрытия и скачков трещины, измерением ультразвукового рассеяния (при исследовании дислокационных процессов). Метод акустической эмиссии дополняет эти традиционные методы диагностики и обеспечивает дополнительной информацией о динамике и взаимосвязях
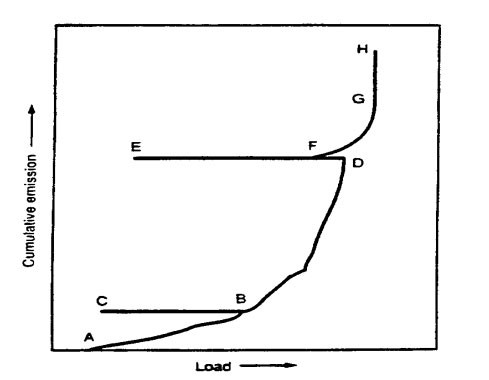
Рис. 14 Основной исторический график, иллюстрирующий эффект Кайзера, эффект Фелисити, а также эмиссию на выдержке нагрузки
деформационных процессов, а также о переходе от одной стадии деформации к другой.
Многие АЭ исследования предусматривают развитие методик контроля, которые могли бы использоваться в промышленных условиях. Эта работа является весьма ценной, однако существует немало трудностей, связанных с имитацией промышленных дефектов в лабораторных условиях. Лабораторные испытания обычно проводятся путем приложения одноосных растягивающих нагрузок, в то время как при промышленной эксплуатации конструкции подвергаются воздействию сложных двух или трехосных нагрузок. В этих случаях результаты лабораторных акустико- эмиссионных испытаний образцов могут служить в качестве моделей для материалов, использующихся в промышленности.
Механизмы АЭ Источников
Нет необходимости напоминать о том, что акустическая эмиссия не возбуждается при повторном нагружении во время медленного монотонного изменения межатомных расстояний, при деформации. Акустическая эмиссия генерируется лишь в тех случаях, когда имеется резкое изменение состояния материала. Существуют следующие механизмы АЭ в металлах: ускоренное движение и размножение дислокаций, скольжение, двойникование, разрушение и отслоение осажденных частиц, включений и поверхностных частиц, некоторые коррозионные процессы, зарождение и рост микротрещин, скачки трещин и процессы трения при закрытии и открытии трещин. Количество высвобожденной эмиссии прежде всего зависит от размера дефекта и скорости локального процесса деформации. Например, несмотря на то, что движение одной дислокации сопровождается излучением АЭ волн напряжений, однако для регистрации этой энергии недостаточно. В то же время при одновременном движении миллионов дислокаций в период течения образца, сгенерированные волны напряжений накладываются и дают значительную так называемую непрерывную эмиссию. При малых скоростях деформации образца возбуждаемая эмиссия сравнима с фоновым шумом, однако по мере роста скорости деформации число сигналов и их амплитуды возрастают. АЭ при пластической деформации отличается от импульсной эмиссии тем, что в первом случае индивидуальные источники являются практически неразличимыми во времени. Непрерывную эмиссию лучше всего измерять в терминах среднеквадратичного значения или оценивать скорость изменения энергии АЭ процесса.
В результате подробных исследований непрерывной эмиссии, при пластической деформации сталей, алюминиевых сплавов и других металлов было получено много полезных соотношений, связывающих акустическую эмиссию с дислокационной активностью и влиянием осажденных частиц, с микроструктурой и свойствами материала [32]. Такие исследования оказались весьма ценными при получении новых свойств материалов. Большинство исследований были прежде всего сориентированы на изучение непрерывной эмиссии во время и после периода пластического течения материала; в меньшей степени была изучена импульсная эмиссия, которая иногда наблюдается на макроскопически упругом участке кривой нагружение – деформация.
Следующий пример иллюстрирует микроструктурную зависимость АЭ, генерирующейся при разрушении перлитной фазы во время термической обработки материала.
Пример 2: Связь Акустической Эмиссии с Режимами Термической Обработки Ферритно- Перлитных Сталей.
На рис. 15 проиллюстрирована зависимость непрерывной эмиссии от микроструктуры ферритно- перлитной стали, полученная во время сфероидизирующей термообработки, которая проводилась с целью улучшения формуемости стали. Представленные данные получены в условиях недоотжига, оптимального отжига и переотжига. На рис. 15 приведена временная зависимость скорости энергии АЭ при испытании на растяжение образца в виде гантели. На всех графиках видны пики в районе области текучести; такое поведение является типичным для гладких образцов без надрезов. На рис. 15, кроме того, имеется второй пик, приходящийся на более высоких уровень деформаций.
Важным результатом является тот факт, что образцы, подвергшиеся оптимальному отжигу, демонстрируют значительно меньшую активность эмиссии (меньший пик кривой), чем другие образцы. Объяснение этому было найдено путем установления связи АЭ поведения с микроструктурными деформационными процессами, происходящими в материале. Известно, что при пластическом деформировании дислокации могут скапливаться на границе перлитных пластинок, вызывая при этом разрушение этих пластинок. Именно эти разрушения и являются причиной первого пика эмиссии на кривой нагружения, приведенной на рис. 15.
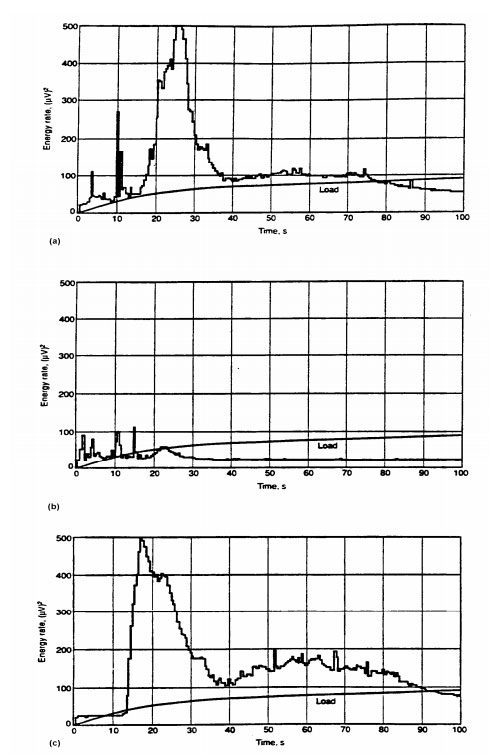
Ри.15 Графики зависимости скорости изменения энерии и нагрузки от времени.
(а) Недоотожженная сталь : 80% перлита 20% сферических зерен. (б):оптимально отожженная сталь –100%. (с) Переотожженная сталь: 30% сферических зерен.
При испытании недотожженного материала, как показывают результаты микроскопии, имеется множество нетрансформированных перлитных пластинок, на которых происходит накопление дислокаций, приводящее к повышению АЭ активности. При оптимальном отжиге, эти пластинки приобретают сферическую форму, дающие меньшее число границ и барьеров для скопления дислокаций. В результате этого вязкость материала при деформационных процессах увеличивается, а эмиссионная активность, напротив, существенно снижается.
В материале, подвергнутому переотжигу, под микроскопом можно увидеть излишки карбидов, выделившихся из раствора в процессе рекристаллизации, растущие сферические зерна и сформированные на границах зерен осажденные частицы.
Эти большие частицы испытывают сильное взаимодействие с дислокациями и при разрушении вызывают увеличение (по сравнению с оптимальным режимом) АЭ активности.
То, что оптимальный режим отжига приводит к минимальной эмиссии, является замечательным результатом, т.к. позволяет применять АЭ метод и в исследовательских целях, и для контроля качества материала.
Акустическая эмиссия от растущей трещины представляет огромный интерес не только с исследовательской, но и практической точки зрения. Благодаря концентрации напряжений в вершине дефектов, последние генерируют сигналы эмиссии во время роста нагрузки. В то же время бездефектный материал не звучит при нагружении (эффект Кайзера). Акустическая эмиссия, продуцируемая при зарождении и росте трещин, широко представлена в литературе. Многочисленные работы посвящены различным типам роста трещины, например, усталостному, коррозионному растрескиванию, водородному охрупчиванию и другим [33].
Полезно отличать сигналы, сгенерированные в АЭ в пластической зоне трещины, от сигналов от проскоков трещины. Рост пластической зоны вызывает довольно низкоамплитудную эмиссию. Эта эмиссия обычно относится к разрушению фаз и включений (например, сульфато-марганцевых включений в сталях) и для срабатывания таких источников требуется приложение трехосного поля напряжений.
АЭ от роста фронта трещины в сильной степени зависит от природы роста трещины. Микроскопически быстрые механизмы роста, как, например, хрупкое внутризеренное разрушение и межзеренный скол, легко регистрируются даже в тех случаях, когда под действием критических напряжений фронт продвигается всего на расстояние одного зерна. Медленные длительные механизмы роста трещины, такие как слияние микропор (вязкий механизм разрушения) и даже активно текущая коррозия практически не могут быть обнаружены сами по себе непосредственно, однако в случае отсутствия общей пластики, перечисленные механизмы могут регистрироваться посредством роста пластической зоны. Количественная теория, объясняющая, почему одни процессы могут быть обнаружены с помощью АЭ метода, а другие нет, была разработана Wodley и Scruby [33]. Когда лабораторные исследования впервые показали, что в вязких материалах существует возможность бесшумного (без сопровождения АЭ) роста трещины, это вызвало определенный испуг в среде эмиссионщиков. Однако в условиях натурных испытаний наличие данного механизма не представляет реальной угрозы эффективности метода, поскольку при этом увеличивается доля других механизмов излучения волн напряжений, в том числе излучение охрупченных средой материалов, эмиссия от продуктов коррозии, эмиссия при трении берегов трещин или неметаллических соединений, попавших внутрь дефекта во время производственного процесса.
Чтобы связать АЭ с параметрами разрушения материала было разработано множество моделей. Один из первых подходов заключался в том, чтобы связать АЭ с размером пластической зоны и впоследствии с коэффициентом интенсивности напряжений (КИН) вокруг дефекта [34,35].В других моделях устанавливалась связь эмиссии с движением вершины трещины в условиях циклического нагружения и с коррозионным растрескиванием под напряжением [36] для различных материалов. Эти модели в основном имеют виде степенных соотношений, причем базовым АЭ параметром выступает акустический счет N (общее число пересечений порога сигналами АЭ). Более поздние и сложные модели позволили получить абсолютную связь прироста трещины с формой начального участка зарегистрированной волны.
Неметаллические слои на металлических поверхностях также могут излучать АЭ, расширяя поле потенциальных приложений метода. Примерами излучения эмиссии неметаллическими слоями служат:
Композиционный материал с металлической матрицей. Следующий пример иллюстрирует одно из приложений АЭ для контроля композитов с металлической матрицей.
Пример 3: Акустическая эмиссия при Микрорастрескивании Хрупких зон композитов с двойной металлической матрицей.
При испытании на растяжение композитов с двойной металлической матрицей задолго до того, как происходит окончательное разрушение вязкой матрицы, в результате микрорастрескивания хрупкой фазы между волокнами и матрицей в материале излучается значительная эмиссия. Это позволяет использовать АЭ для мониторинга такого типа структур, обеспечивая раннее обнаружение структурных изменений задолго до наступления полного разрушения материала.
Исследования проводились путем испытания композитов с титановой матрицей (Ti-6Al-4V), усиленной различными волокнами: карбида кремния большого диаметра (SiC, ≈0.142 мм в диаметре) и карбида бора, покрытого бором (B(B ,4 C), ≈ 0.145мм); объем волокон составлял 0.205 и 0.224 соответственно. Для испытаний использовались стандартные плоские отшлифованные образцы, вырезанные в продольном и поперечном направлениях по отношению к расположению волокон. Разрушение образцов при постоянной скорости деформации осуществляли с помощью разрывной машине с гидросервером. При каждом испытании на середину образца ставился один АЭ датчик, измеряли скорость акустического счета как функцию продольного смещения (деформации). После каждого испытания поверхность разрушенного образца изучали с помощью оптического и электронного сканирующего микроскопов.
Параметры разрушения материалов, полученных в результате горячего прессования и входящих в состав двух рассматриваемых композитов, приведены в таблице 2.
Таблица 2. Механические свойства хрупкой фазы
|
Металло-матричный композит |
Хрупкая фаза | Удлинение, % |
|---|---|---|
| В(B ,4 C)/Ti-6Al-4V |
Диборид титана Карбид бора бор |
0.25 0.57 0.80 |
| SiC/Ti-6Al-4V |
Карбид титана Силикат титана Карбид кремния |
0.28 0.66 0.91 |
Проведен сравнительный анализ их прочностных свойств с целью установления связи состава со скоростью АЭ счета. Как показано на рис. 16(а), при нагружении образцов, вырезанных в продольном направлении и имеющих состав (B(B ,4 C)/ (Ti-6Al-4V), наблюдался значительный рост скорости АЭ счета вблизи нагрузки разрушения диборида титана и пик АЭ вблизи нагрузки разрушения карбида бора. В образцах, вырезанных в поперечном направлении, рис. 16(b ,с), пик АЭ скорости счета наблюдался в районе нагрузки разрушения основного хрупкого компонента – диборида титана в композите (B(B ,4 C)/ (Ti-6Al-4V) и карбида титана в SiC /(Ti-6Al-4V), соответственно. Кроме того, наблюдались также пики вблизи нагрузок разрушения, характерных для других хрупких компонент.
Показано, что больший размер хрупкой зоны, полученный в композите (B(B ,4 C)/ (Ti-6Al-4V),
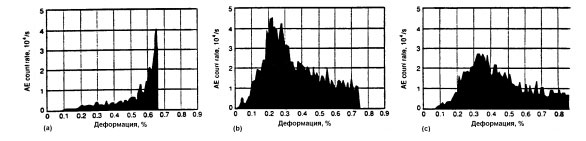
Рис. 16 Зависимость скорости счета от деформации.(а) Растяжение продольных образцов В(B ,4 C)/Ti-6Al-4V. (б) Растяжение поперечных образцов В(B ,4 C)/Ti-6Al-4V. (с) Растяжение поперечных
образцов SiC/Ti-6Al-4V.
соответствует большей площади под кривой АЭ счета на графике зависимости скорости счета от деформации. Окончательное разрушение поперечных образцов в основном заключалось в разрушении пластичной матрицы, и сопровождалось сравнительно малой скоростью АЭ счета.
Использование АЭ для контроля качества продукции
Небольшой, но важной областью приложения метода является использование АЭ во время производственного процесса для контроля качества продукции или ее компонент перед окончательной сборкой и/или поставкой этой продукции. Среди приложений метода, обсуждавшихся в параграфе ‘Области Применения’ одним из наиболее распространенных является АЭ мониторинг процессов сварки и степени упрочнения материалов. Кроме того, метод использовался также для контроля целостности интегральных схем. Например, в начале 1970-х в результате потери частиц в канале интегральной схеме, была провалена программа запуска космического спутника. В связи с этим в настоящее время для наиболее важных приложений производится шумовой (акустический) контроль, являющийся упрощенным и недорогим вариантом АЭ контроля, который позволяет услышать удары отвалившихся деталей в микросхеме, если таковые имеются. [12]. Во время производственного процесса АЭ обследование позволяет выявлять и другие дефекты. В 1970-х годах компанией Вестерн Электрик были проведены АЭ исследования процессов металлизации и растрескивания керамической подложки. Полученные результаты использовались как критерии допуска/отбраковки деталей на автоматических сборочных линиях [3]. АЭ контроль процессов сварки являлся частью технологии практически с самого раннего периода использования данного метода. Наиболее просто контролировать бесшлаковые автоматизированные сварочные технологии, такие как контактная электросварка, лазерная и электронно-лучевая сварки, вольфрамовая дуговая и газовая дуговая сварки. При контактной дуговой сварке АЭ мониторинг синхронизируется с циклом сварки, таким образом, что различные стадии процесса исследуются и обрабатываются по отдельности. Эмиссия при затвердевании и охлаждении коррелирует с размером ядра сварки, т.о. с прочностью сварки. При этом высокоамплитудные сигналы идущие при выгорании легирующих добавок при длительной выдержке металлов можно использовать для своевременного отключения сварочного тока, что позволяет избегать избыточного сваривания и продлевает жизнь сварочных электродов. Для процессов лазерной, электронно-лучевой и вольфрамовой дуговой сварок были разработаны алгоритмы, работающие в режиме реального времени, которые позволили распознавать АЭ признаки, соответствующие различным типам дефектов и обнаруживать эти дефекты уже на стадии самой сварки. Эти процедуры АЭ контроля являются эффективными даже в присутствии существенного производственного шума. Среди других сварных компонентов, которые подвергаются АЭ контролю, можно также назвать инъекционные трубки, полученные методом газовой дуговой сварки и предназначенные для использования в космических шаттлах.
Выпрямление стержней представляет собой еще один технологический процесс, для контроля которого применяется АЭ метод. Кованые стержни обычно выпрямляют, прикладывая изгибные силы для коррекции их формы. При этом используются специальные машины, которые обнаруживают любые неровности и отклонения от соосности. Окончательное качество продукции связано с микрорастрескиванием упрочненных поверхностей стержней в результате воздействия корректирующих изгибных нагрузок. АЭ обследование позволяет с хорошей эффективностью обнаруживать появление микротрещин и потому включается в технологических процесс выпрямления стержней, чтобы в случае начала микрорастрескивания иметь возможность предупредить персонал и приостановить процесс обработки продукции. [4].
В рассмотренных выше случаях напряжения, вызывающие возбуждение АЭ волн, возникают непосредственно во время процессов сварки и при спрямлении стержней (в случае сварки – это термические напряжения, во втором случае – механические). Во многих других случаях для возбуждения АЭ напряжения прикладывают искусственным образом. Это схоже с тем, как при АЭ обследованиях новых и отработавших конструкций, к ним прикладывают внешние нагрузки. В качестве примеров можно привести контроль паяных соединений [2], а также сварных соединений в стальных патронташах.
Применение АЭ при испытаниях конструкционных материалов.
Акустико-эмиссионное обследование успешно использовалось для испытаний конструкций в авиации, космосе, для контроля мостов, ковшовых грузовиков, зданий, шахт, военных транспортных средств, дамб, трубопроводов, сосудов давления, рельсных цистерн, резервуаров и многих других. Основная цель АЭ контроля заключается в поиске дефектов и гарантиях целостности объекта или оценке его состояния.
Суть конструкционного АЭ контроля заключается в том, что концентрация напряжений, возникающих в присутствии дефекта приводит генерации волн напряжений в ослабленных участках объекта, в то время как остальная бездефектная часть ведет себя “тихо”. Таким образом, АЭ обследование позволяет выявлять места конструкции, нарушающие его целостность. Будучи методом глобального контроля, акустическая эмиссия обычно сопровождается другими МНК, которые уточняют тип и опасность дефектов, найденных АЭ методом.
Основным преимуществом АЭ метода является отсутствие необходимости доступа ко всему контролируемому участку конструкции. Затраты на удаление внешних изоляционных покрытий или, например, внутреннего содержимого контейнеров, необходимые при использовании других штатных МНК, являются необязательными при АЭ контроле объектов. Заметим, что эта процедура оказывается излишней и в том случае, если результат АЭ контроля свидетельствует о хорошем состоянии конструкции.
Для АЭ обследования как метода глобального контроля требуется только обеспечить такое нагружение конструкции, чтобы все значительные дефекты могли бы прозвучать при нагружении. В некоторых случаях, например, для контроля самолетов [7] или атомных реакторов, возможно также проведение длительного АЭ мониторинга. Такой подход возможен благодаря наличию подходящего для АЭ метода нагружения, однако осложняется необходимостью выделения полезных сигналов, идущих от дефектов, от шума. В связи с этим АЭ испытания обычно проводятся на ограниченном промежутке времени (от нескольких минут до нескольких часов), в течение которого производится управляемое нагружение объекта [44]. В большинстве случаев для контроля сосудов давления без прерывания производственного процесса достаточно прикладывать нагрузку уровнем 110% относительно рабочей; или 200% от расчетной при опрессовках. Однако в некоторых случаях такой подход не работает. Например, если дефекты возникают в процессе эксплуатации в результате воздействия термических нагрузок, то приложение механических нагрузок может не дать соответствующего поля напряжений, требуемого для проявления дефектов. Для решения данной проблемы, специалисты, занимающиеся контролем паропроводов на электростанциях, проводят успешный АЭ мониторинг, обследуя объект в периоды перегрева и охлаждения.
Для успешного проведения АЭ испытаний особое внимание следует обращать на тип, уровень и скорость прикладываемой нагрузки. Как уже было отмечено, предварительные нагружения оказывают большое влияние на результаты испытаний. Должны быть приняты все необходимые меры предосторожности, чтобы случайно не нагрузить конструкцию до проведения АЭ контроля. Другими требованиями являются необходимость точного контроля нагружения и возможность выдержки постоянного уровня нагрузки.
Предыстория нагружения не столь важна в случае контроля течей, поскольку в этом случае основным источником сигналов является турбулентность потока при испускании жидкости или газа через отверстие в стенке конструкции. Основные приложения акустического контроля течей включают контроль плоских днищ резервуаров и компонентов атомных реакторов. Использование технологии АЭ обследования трубопроводов реакторов позволило сэкономить миллионы долларов [45].
Процедуры обработки и анализа данных в сильной степени зависят от типа АЭ испытаний. Для исследовательских работ наибольшее значение имеют опыт и навыки персонала. Эти факторы существенно затормозили широкое распространение метода до тех пор, пока в конце 70-х годов основные процедуры контроля не были стандартизованы. Развитие стандартных тестовых процедур привели к тому, что метод стал регулярно использоваться в качестве МНК, в то время как новые исследования в этой области расширили круг приложений АЭ. Наиболее развитые и стандартизованные приложения метода перечислены ниже.
Краны.
Впервые АЭ обследование крана было проведено автором данного отчета в 1967 г. для Силовой компании Джорждиа. Впоследствии процедура контроля была унифицирована и превратилась в обычную практику. Стандарты по практическому использованию метода были опубликованы в 1985 г. Комиссией ASTM F-18 по Электрическому Защитному Рабочему Оборудованию [46].
Впервые примененный для стекловолоконных секций стрелы крана, метод вскоре стал использоваться и для металлических элементов крана: пьедестала, креплений и т.д. Всего до 1988 г. было проведено порядка 100000 АЭ испытаний. Как известно, проблема накопления повреждений в кранах связана с перегрузками, авариями и усталостными нагружениями. Поэтому тщательное регулярное обследование такого типа объектов может обнаружить проблему задолго до наступления катастрофических разрушений [47].
АЭ обследование является важнейшей частью общего контроля целостности конструкции, дополняющей традиционные методы контроля. Среди всех остальных методов АЭ является наиболее эффективным для обнаружения дефектов в компонентах из стекловолокна. Применительно к контролю металлических частей и обшивки метод позволяет сэкономить средства путем указания предположительно дефектных участков конструкции. Обычно перед проведением АЭ контроля объект подвергают визуальному осмотру, а после – контролю методом магнитных частиц, проникающих красок или УЗК.
Для АЭ испытания крана обычно требуется от 12 до 16 датчиков. Мониторинг начинается с регистрации шумов, после чего производится 2 нагружения до определенной рассчитанной нагрузки. Во время теста записываются АЭ сигналы, сопровождающие рост, выдержку и падение нагрузки. Процедуру анализа данных невозможно сформулировать кратко, т.к. она зависит от многих факторов: наличия шумов, типа АЭ источников, конструкции крана. Обычно опытный инспектор использует свои знания конструкции и оценивает ситуацию, используя уровень сигналов, местоположение источников (номера каналов), последовательность прихода сигналов в различные периоды нагружения объекта.
Используя АЭ оборудование, опытная команда экспертов может выполнять от 5 до 10 испытаний кранов в течение одного дня. Если при этом использовать и другие штатные методы диагностики (после АЭ), то за один день можно проконтролировать 2-3 крана.
Крупногабаритные трубчатые трейлеры. Технология акустико-эмиссионного обследования трубчатых трейлеров была разработана Блэкборном и была узаконена Департаментом Транспорта в 1983г.[48]. Эти огромные трубы перевозят по общественным магистралям большие объемы индустриального газа под давлением порядка 18200 кПа. Во время эксплуатации в этих трубах - цистернах могут возникать и развиваться усталостные трещины, однако гидротест не указывает на их наличие до тех пор, пока не возникает сильного разрушения материала труб. В то же время АЭ тест способен обнаружить субмикротрещины на ранней стадии процесса повреждаемости при приложении давления, всего на 10 % превышающего рабочее, делая данный метод гораздо более перспективным, чем обычная опрессовка. Кроме того, АЭ тест является более дешевым способом контроля и позволяет избегать опорожнения труб от наполнителя и очистки его внутренних стенок от загрязнений.
Обычно трейлер содержит 12 труб, которые контролируются одновременно. Для АЭ теста требуется по 2 датчика на каждые 10 м одной трубы; характеристики распространения и затухание волн на такой конструкции благоприятны для АЭ контроля. Если на длине, равной 200 мм удается зарегистрировать 10 или более полезных сигналов, в этом месте производится ультразвуковой контроль, по результатам которого принимается окончательное решение о состоянии трубы. Критерий отбраковки/допуска объекта контроля базируется на оценке традиционных усталостных параметрах механики разрушения. В период от 1983 до 1988 года методом АЭ было проконтролировано около 1700 крупногабаритных труб, после чего метод был распространен и на другие транспортные тары, использующиеся для перевозки сжатого газа, а также на другие промышленные трубы.
Стекловолоконные цистерны, сосуды давления и трубопроводы. В 1970-х годах химическая промышленность столкнулась с проблемой разрушения стекловолоконных цистерн и сосудов давления. Причины, вызвавшие такие разрушения, были связаны с многими факторами: и с неправильной их проектировкой и изготовлением, и с нарушением предписаний при транспортировке, и с неправильным использованием продукции, сделанной из тогда еще малоизученного материала. Ситуация особенно обострялась из-за отсутствия жизнеспособного метода контроля объектов такого типа.
Впервые метод АЭ был применен Монсанто, что положило конец проблемам, связанным с разрушением резервуаров-хранилищ, рис.17.
Широкое распространение метод получил после формирования Комиссии по АЭ в Армированных Пластиках (CARP), которая превратилась в один из филиалов Американского Общества по Неразрушающему Контролю. В 1982 г. CARP-ом была написана инструкция, опубликованная Обществом НК, она послужила основой того, что методика АЭ была введена в коды ASME для сосудов давления в 1983 г.[30, 49]. До 1988 г. с использованием данной процедуры было проведено около 5000 тестов. Впоследствии Комиссия CORP распространила данный метод также на стекловолоконные трубопроводы.[50].
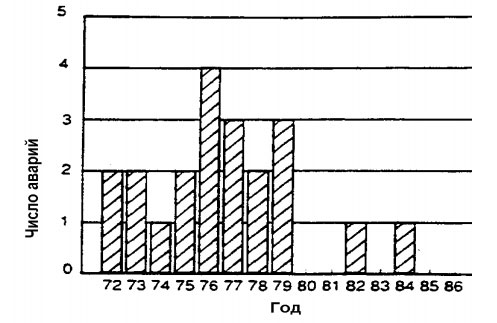
Рис.17 История разрушений стекловолоконых цистерн.
В зависимости от размеров сосуда или цистерны для АЭ тестирования обычно требуется от 8 до 30 датчиков. Высокочастотные акустические каналы (обычно 150 кГц) используют для установки на участках конструкций, где предполагается значительная концентрация напряжений, в том числе на участках перелома профиля, на патрубках, лазах. Низкочастотные каналы (обычно 30 кГц) устанавливаются на менее опасных участках для охвата всей поверхности конструкции. При контроле цистерн тест обычно проводят после заполнения их производственной жидкостью после того, как эти цистерны определенное время выдерживают с пониженным содержанием этой жидкости. Увеличение количества жидкости создает перегрузку, необходимую для АЭ контроля. При контроле сосудов давления в сосудах создается избыточное давление. Нагружение производится в несколько стадий: с выдержкой, оценкой коэффициента Фелисити и других критериев приема/отбраковки, которые обычно оцениваются для каждой стадии нагружения. Оценка работоспособности АЭ системы и фонового шума объекта является частью стандартной процедуры АЭ теста.
Металлические Сосуды Давления и Цистерны Хранения.
В 1970-х многие исследовательские и инженерные организации, а также компании, занимающиеся НК, активизировали свою деятельность в области АЭ обследования металлических сосудов давления. Оценки, сделанные в 1989 году, свидетельствуют, что к этому времени методом АЭ было освидетельствовано более 600 сосудов давления, работающих преимущественно в нефтехимической и ядерной промышленностях. ( Несмотря на то, что контроль труб, теплообменников и разнообразных промышленных компонент являлся к тому времени более многочисленным, однако сосуды давления исторически привлекали к себе особое внимание метода АЭ контроля.) Большинство АЭ тестов было проведено без использования специальных задокументированных процедур и потому базировалось исключительно на опыте исполнителей. Основное внимания при контроле обращали на локацию источников сигналов, которая является наиболее технически привлекательной чертой метода. Источники дифференцировали по степени опасности в соответствии с их активностью/интенсивность, после чего принимали решение, о том, какой участок объекта следовало исследовать другими методами НК. Множество структурных дефектов было выявлено описанным выше способом.
Существенный прогресс в технологии АЭ контроля наблюдался после того, как с целью развития и стандартизации процедур обработки АЭ данных Фаулер и Монсанто провели систематические исследования накопившихся многочисленных результатов АЭ контроля. Начиная с 1979 года, эта программа включила в себя обработку данных, полученных при нагружении до разрушения списанных сосудов, испытаний во время эксплуатации многих сотен сосудов и резервуаров и развитие аналитической процедуры распознавания и уменьшения внешних шумов.[25]. Программа снизила значение процедуры локации источника, для которой требуется как минимум 2 датчика (поскольку на практике АЭ сигнал зачастую доходит только до одного из датчиков). Вместо точечной локации стали использовать зонную локацию. Результатом внедрения этой программы стало появление понятной процедуры тестирования, получившей лицензию под маркой MONPAC. К 1988 г данная процедура была апробирована примерно на 2000 металлических сосудах и резервуарах [8]. Типичный результат тестирования MONPAC приведен на рис.18. Эксперимент заключался в АЭ тестировании 30-и летнего резервуара для хранения этилена путем подъема давления компрессором. Результаты представлены в форме развернутой карты сосуда с зонами, раскрашенными различными цветами (на черно-белом рисунке, например, рис.18, увеличение степени опасности отображается большей интенсивностью серого цвета). В приведенном случае результат АЭ освидетельствования цистерны свидетельствовал об отсутствии ”значительной эмиссии”. Такое заключение означало, что необходимость в дальнейшем трудоемком внутреннем контроле сосуда отпадала [42].
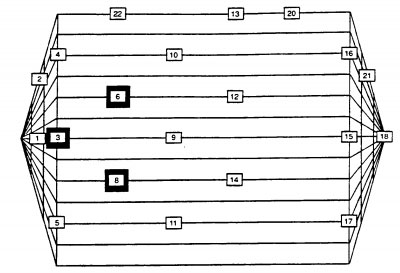
Рис.18 Результаты тестирования резервуара-хранилища этилена с помощью методики MONPAC. Существенной эмиссии не зарегистрировано – незначительная эмиссия зафиксирована в зонах датчиков3, 6, 8.
Во время других тестов MONPAC были обнаружены многочисленные повреждения, в том числе, внешняя и внутренняя коррозия, коррозия под напряжением, трещины в сварных швах, утечки топлива, охрупчивание материала. Число аварийных остановов на заводах было существенно сокращено благодаря ранней диагностике повреждений. Экономия от использования АЭ метода (к 1988г) достигла отметки 10 млн. долларов.
Методика АЭ контроля металлических сосудов представлена в приложении к стандартам ASME по Котлам и Сосудам Давления [31]. В ней устанавливаются требования для тестовой процедуры, квалификации персонала, оборудования, калибровки системы, предварительных измерений, уровня фонового шума, параметров нагружения объекта контроля. Приведена иллюстративная схема нагружения и размещения датчиков. К приложению следует добавить критерий оценки повреждений, который основан на таких параметрах эмиссии как АЭ счет, общее число сигналов, число сигналов большой амплитуды, энергия (MARSE) активность при выдержке и подъеме нагрузки. Появление этого приложения к кодам ASME представляет собой важную веху в создании и достижении зрелости АЭ технологии.